Key Takeaways:
- Computer vision uses machine learning and deep learning algorithms to study different images or videos for defect detection.
- It is applied in various industries, such as supply chain, production, food, and agriculture, reducing errors.
- With the help of CNNs and unsupervised models, computer vision can easily process complex visual data.
A shift from manual processes to automated tasks helped businesses improve their systems and enhance the overall workflow efficiency. The artificial intelligence technology has a big role in this transformation, optimizing various operations.
AI has different branches that allow enterprises to manage flaws and errors in their systems. The use of computer vision defect detection systems in industries, such as manufacturing, logistics, and others, has helped in detecting inconsistencies in different structures or equipment.
Computer vision is an AI component that uses various machine learning and deep learning models to study multiple images or videos for defect identification.
For AI-based anomaly detection, businesses have started installing integrated systems that monitor every segment with accuracy. You need more insights about computer vision before using it in your architecture.
This blog provides benefits, technologies, and use cases of computer vision for defect detection with industrial examples. Additionally, we will further explore some key integration challenges in the write-up. Now, you must get ready to experience a new journey with us.
What is Computer Vision Technology?
Computer vision is an AI-enabled technology that helps to analyze and understand visual information through different sources, like images or videos. This allows machines to identify various objects and detect patterns by using machine learning and deep learning algorithms.
It has a wide range of applications in different domains, such as logistics, e-commerce, fitness, and manufacturing. For example, computer vision quality inspection systems are used extensively to detect material cracks or dents in the assembly of automotive parts. This technology gathers imaging data, classifies objects, and segments information through advanced tracking.
Key Benefits of Using Computer Vision for Defect Detection
It is beneficial to use computer vision for defect detection, as it reduces manual errors and enhances efficiency. Some of the best advantages of this technology are discussed in this section.
1. Improved Detection Accuracy
The computer vision-based defect detection systems can identify small defects, inconsistencies, or irregularities with high precision. This minimizes human error and ensures better product quality across manufacturing and inspection processes.
2. Higher Recovery Speed
AI-driven defect detection enables real-time monitoring and instant identification of faulty products during production. Faster detection allows businesses to take corrective action quickly, reducing downtime and improving operational efficiency.
3. Consistent Monitoring
These systems can operate continuously without performance variation, reducing the need for manual operations or tasks. This use of AI for enterprise ensures consistent quality checks and reliable monitoring across every production cycle.
4. Cost Savings & Scalability
Various AI-based defect detection systems reduce labor costs, material waste, and product recalls while improving production efficiency. Computer vision solutions can also scale easily to support growing manufacturing volumes and multiple production lines.
Major AI Technologies & Components for Detecting Defects
Various computer vision defect detection systems use multiple AI-enabled technologies, such as CNN and learning methods. They help in better data processing, modeling, and execution, which optimizes image analysis.
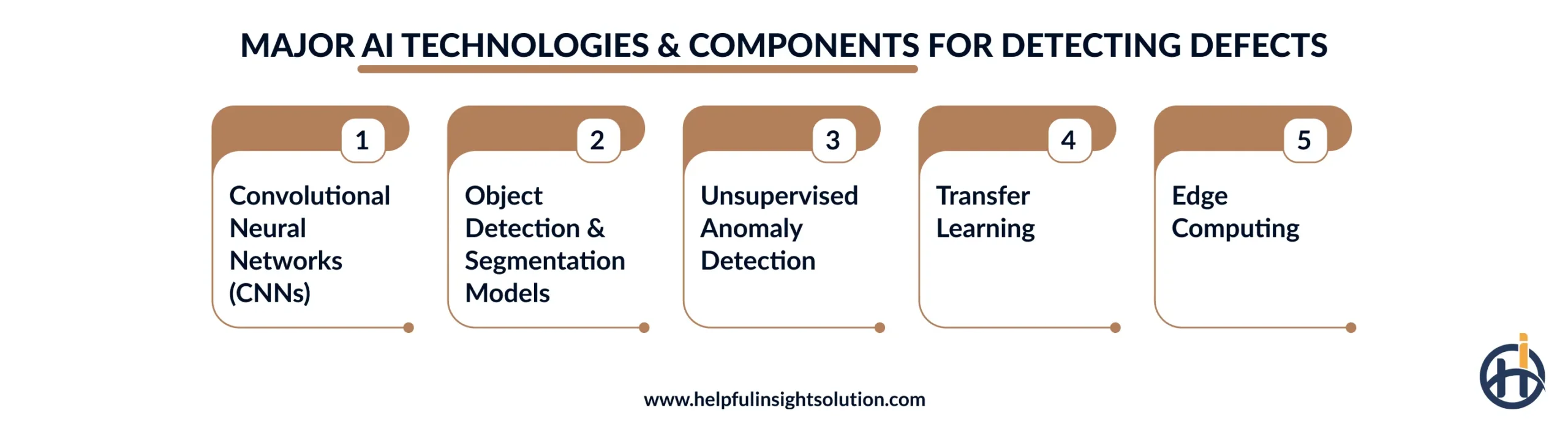
1. Convolutional Neural Networks (CNNs)
Convolutional Neural Networks (CNNs) are deep learning models designed to analyze visual data and recognize patterns in images. They help computer vision systems identify defects such as cracks, scratches, dents, and shape irregularities with high accuracy. CNNs learn defect features from large datasets, reducing manual tasks and improving inspection rate.
2. Object Detection & Segmentation Models
Object detection and segmentation models enable AI systems to locate, classify, and isolate defects within images or video streams. Businesses must use AI development services to identify multiple defect types by highlighting the affected areas on a product surface. This improves inspection efficiency and supports automated quality control in manufacturing environments.
3. Unsupervised Anomaly Detection
For defect detection with computer vision, AI algorithms are used to identify unusual patterns or abnormalities without requiring labeled defect data. The system learns the normal appearance of products and flags anything that deviates from expected patterns. This approach is highly useful for detecting rare or previously unseen defects in complex production lines.
4. Transfer Learning
The use of deep learning in defect detection helps to reuse pre-trained neural networks for new quality tasks. Businesses can enhance existing models using smaller datasets, reducing development time and costs without creating new models. This technique accelerates deployment while maintaining strong detection accuracy across industries.
5. Edge Computing
Edge computing processes visual data directly on local devices, reducing the need for cloud servers. This reduces latency and enables real-time defect detection, making it ideal for fast-moving manufacturing operations. It also improves data security, minimizes bandwidth usage, and supports continuous monitoring even in limited connectivity environments.
These inspection automation technologies are comprised of various components that help to gather information and take action. In the middle, an AI-powered processing unit is used to examine data and predict results.
1. Imaging Sensors
Imaging sensors are the core hardware components responsible for capturing high-quality images and video data for inspection systems. These sensors use advanced cameras, infrared technology, or 3D imaging to detect tiny defects and surface variations with precision. High-resolution imaging improves the reliability and accuracy of AI-powered defect detection.
2. AI Brain
It analyzes captured visual data and performs defect detection using computer vision AI. It uses machine learning and deep learning algorithms to process images, recognize patterns, and classify defects in real time. This component continuously improves its accuracy by learning from new inspection data and operational feedback.
3. Integrated Hardware
They include cameras, processors, sensors, lighting systems, and AI modules in a unified defect detection solution. This seamless integration enables faster image processing, efficient data handling, and reliable industrial performance. It ensures smooth operation across automated production lines and supports scalable deployment in various industries.
How is Computer Vision Used to Detect Defects?
In this section, we will understand the working of a damage prediction system that uses computer vision technology. You must know the steps of the defect detection workflow to implement it in your business.
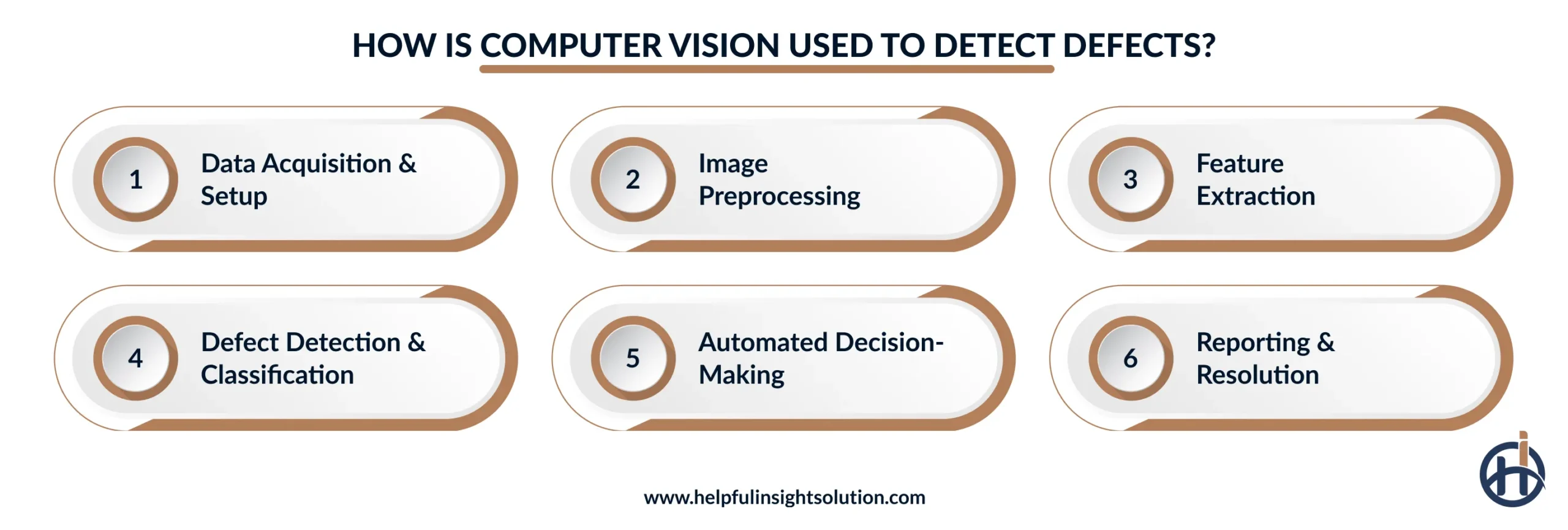
1. Data Acquisition & Setup
The defect detection optimization process starts by capturing product images or videos using cameras, sensors, and lighting systems. Proper setup ensures consistent image quality, positioning, and environmental conditions for accurate inspection. High-quality data acquisition is essential for training AI models and improving detection reliability.
2. Image Preprocessing
Image preprocessing enhances captured visuals by reducing noise, adjusting brightness, improving contrast, and resizing images for analysis. For example, AI in the automotive industry helps to understand various issues in a vehicle. Clean and standardized images improve the accuracy and efficiency of defect detection models.
3. Feature Extraction
Feature extraction involves identifying critical visual patterns, shapes, textures, edges, and color variations from product images. AI algorithms analyze these features to distinguish normal product characteristics from potential defects. This step helps the system recognize even minor irregularities with greater precision.
4. Defect Detection & Classification
AI-powered models can analyze extracted features to identify and categorize defects such as cracks, scratches, contamination, or assembly errors. Advanced machine learning algorithms compare detected patterns for defect classification using AI capabilities. This enables real-time quality inspection with minimal human intervention.
5. Automated Decision-Making
Once defects are detected, the system automatically determines whether a product passes or fails quality standards. Integrated AI solutions can trigger alerts, reject faulty items, or stop production lines to prevent defective products from moving forward. Automated decision-making improves operational efficiency and reduces response time.
6. Reporting & Resolution
Computer vision systems generate detailed inspection reports containing defect types, frequency, severity, and production insights. These reports help manufacturers identify recurring quality issues and optimize production processes. Businesses can use this data to implement corrective actions, improve product quality, and reduce future defects.
What Types of Defects are Detected by Computer Vision?
Here, we are discussing various types of damage that are inspected by a defect detection computer vision system. From surface dents to assembling issues, you will see all commonly identified model defects.
1. Surface Scratches & Dents
The smart manufacturing defect detection systems can accurately detect scratches, dents, and surface deformities on products using high-resolution image analysis. This helps manufacturers maintain product quality and prevent damaged items from reaching customers.
2. Cracks and Corrosion
AI-powered vision technology identifies tiny cracks, fractures, rust, and corrosion that may be difficult to detect through manual inspection. Early detection improves equipment reliability, product safety, and long-term durability.
3. Assembly Faults (Missing Parts)
It can perform manufacturing analytics using AI to verify whether all components are correctly assembled and fixed during production. It quickly detects missing, misaligned, or improperly fitted parts to reduce assembly errors and rework costs.
4. Printing Defects
Vision-based inspection systems identify issues such as blurred text, color inconsistencies, misprints, or label alignment problems. This ensures packaging accuracy, brand consistency, and compliance with industry standards.
5. Surface Contamination
Computer vision detects dust, stains, oil marks, and foreign particles present on product surfaces in real time. This is especially important in industries like food processing, electronics, and pharmaceuticals, where cleanliness is critical.
Best Use Cases and Examples of Computer Vision Defect Detection
Before technical integration, a business investor must know different computer vision defect detection use cases. In this section, you will study the top examples of anomaly identification based on different industries.
1. Manufacturing: Surface Defect Detection
The use of computer vision in manufacturing industries helps to identify various scratches, dents, cracks, and other surface errors. AI-powered cameras inspect multiple products based on different parameters with high speed and precision.
This automated inspection process reduces human error and improves product consistency. Industries such as automotive, metal fabrication, textiles, and consumer goods are dependent on this technology for quality assurance.
2. Electronics: PCB & Solder Joint Verification
In the electronics industry, computer vision systems inspect PCBs and solder joints to detect missing components, alignment issues, and faulty connections. High-resolution imaging and AI algorithms ensure accurate verification of complex electronic assemblies.
Automated inspection improves manufacturing efficiency and reduces customer reach to defective items. This technology is essential for maintaining quality in smartphones, computers, and industrial electronics.
3. Food & Beverage: Packaging & Seal Integrity
Computer vision helps food and beverage companies inspect packaging quality, seal integrity, label placement, and contamination in real time. AI systems help in defect detection using computer vision, identifying damaged packaging, leaking seals, or incorrect labeling.
This ensures compliance with food safety standards and minimizes product recalls. Automated quality checks also improve production speed and operational efficiency in processing plants.
4. Pharmaceuticals: Blister Pack Inspection
Pharmaceutical companies use computer vision to inspect blister packs for missing tablets, broken capsules, incorrect packaging, and labeling defects. AI-powered systems provide highly accurate inspection to maintain strict regulatory and quality standards.
Real-time monitoring reduces packaging errors and enhances patient safety. Automated inspection also helps pharmaceutical manufacturers increase production reliability and reduce waste.
5. Construction: Structural Crack Detection
This technology is used in construction and infrastructure projects to detect cracks, corrosion, and structural damage in buildings, bridges, and roads. AI-enabled drones and cameras can analyze hard-to-reach areas quickly and accurately.
Early defect detection helps prevent costly repairs and improves public safety. This technology supports predictive maintenance and long-term infrastructure management for businesses.
6. Agriculture: Produce Grading and Sorting
In agriculture, computer vision for defect detection analyzes fruits, vegetables, and crops for size, color, ripeness, shape, and surface defects. AI-powered grading systems automatically sort produce based on quality standards, reducing manual labor and improving consistency.
This helps farmers and food suppliers optimize packaging and distribution processes. Automated sorting also minimizes food waste and increases operational efficiency.
7. Logistics: Label and Code Verification
Various logistics companies use computer vision to verify labels, barcodes, QR codes, and shipping information on packages. AI in the supply chain ensures that products are correctly labeled and distributed in different warehouses. Automated verification reduces shipping errors, improves inventory tracking, and enhances operational accuracy. This technology is particularly valuable in e-commerce, retail, and warehouse automation.
Challenges with Computer Vision for AI-Driven Defect Detection
Most high-speed inspection systems may face some challenges, like data overload, with this technology. Here, we will understand some common defect detection risks with their respective technical solutions.
1. Environmental Variability
It is caused by changes in lighting conditions, shadows, reflections, and camera angles. These environmental inconsistencies may cause false detections or missed defects during inspection.
Solution: You must use controlled lighting setups and adaptive AI models to improve defect detection algorithms.
2. Occlusions/Image Blocking
Various objects, opaque components, or improper positioning can block the camera’s view and hide critical defects. This reduces inspection reliability and affects overall quality control performance.
Solution: It is crucial to implement multi-camera systems with 3D imaging to minimize visual blocking issues.
3. Data Quality & Quantity
A large volume of high-quality images is required for model training and performance optimization. Poor-quality data can reduce detection accuracy, preventing AI models from identifying defects.
Solution: Businesses should use data augmentation and synthetic data generation to improve AI training quality.

Partner with Helpful Insight to Implement Computer Vision for Defect Detection
We have studied how computer vision defect detection systems help enterprises to identify product errors with high accuracy and precision. Now, you must understand your business needs, market trends, and key pain points before using this technology for quality checks.
Additionally, it is beneficial to approach a reliable computer vision software development company to implement AI capabilities. We target multiple industries, allowing them to build advanced defect prediction platforms.
Our experts are skilled with the latest technologies and can build a custom defect detection system with computer vision models. They can implement CNN, deep learning, and NLP algorithms to analyze various data and deliver the best suggestions.
This will allow you to enhance existing systems and create new platforms with optimized services, ensuring consistent growth.
FAQs
You need various things, such as high-resolution cameras and trained AI models, for integrating computer vision. The implementation process is discussed in the following manner:
- The factory owners must install high-quality cameras and sensors.
- Software must be installed to capture all images and data.
- It is crucial to integrate AI technologies for data processing.
- An external unit must be used to perform different actions.
- You must use centralized servers for data storage and access.
Deep learning is a core technology for detecting defective items or products that uses CNNs and computer vision to classify objects. It locates surface damages, such as cracks, scratches, or impurities, maintaining 98% accuracy. This technology inspects various materials, like metal, ceramics, and textiles, to predict actions based on the intensity.
A platform for defect detection helps industrialists to find various damages in a particular product through advanced technologies, like computer vision. Averroes.ai, MVTec HALCON, and LandingLens are some common software solutions that offer accuracy. They capture multiple images and process them by using complex algorithms, ensuring better prediction.
The use of computer vision in the manufacturing industry is to identify microscopic defects and ensure quality control through automation. This reduces material waste and increases return rates by optimizing the production value in real-time. Additionally, it enables robotic guidance and worker safety through various edge computing models.
To detect product damage and reduce business loss, various industries use computer vision technology.
A few of the most common domains are described as follows:
- Manufacturing: Computer vision detects anomalies in assembling different parts and objects.
- Logistics: It inspects packaging issues and inventory errors through 3D modeling strategies.
- Agriculture: Various crops, lands, and soil are monitored through advanced AI sensors.